In alignment with our state-of-the-art automated production processes, TCI has made a significant investment in developing the cutting-edge Eagle Eye monitoring system. This advanced technology, featuring high-speed CCD (Charge-Coupled Device) sensors, enables real-time production safety inspections that exceed human visual capabilities. It identifies defects such as abnormal or deformed bottle caps, thread distortions, cracks, impurities, glass fragments, and performs ultrasonic liquid level assessments. The system automatically rejects non-compliant products and operates continuously, inspecting 16.7 bottles per second with an exceptional detection accuracy of 99.9%, ensuring reliable, around-the-clock quality control.
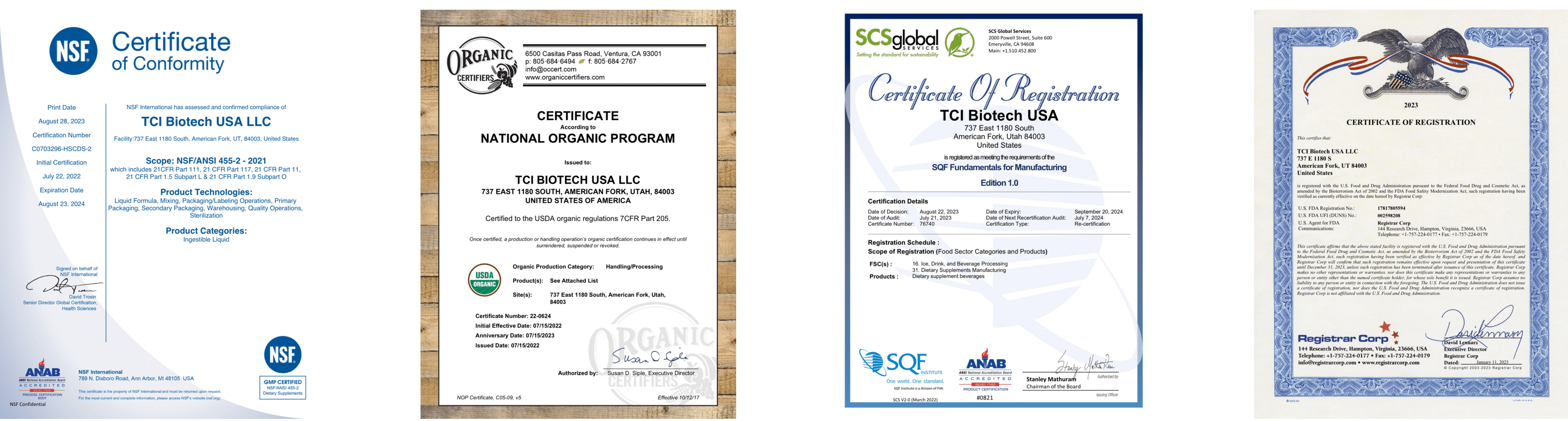
CERTIFICATIONS
Taiwan Functional Drink Factory
Production Dosage Form
Functional drink
Jelly
Liquid sachet
Monthly Production Capacity
Functional drink - 24 million bottles (with doubleNUTRI® technology)
doubleNUTRI® liquid sachet - 20 million sachets
Special Certifications
BRC British Retail Consortium
HALAL Certification
Taiwan Eco Facial Mask Factory
Production Dosage Form
Mask
Bottled skincare
Tube skincare
Monthly Production Capacity
Facial/Eye mask - 20 million sheets
Bottled skincare - 250,000 bottles
Tube skincare - 550,000 tubes
Special Certifications
LEED Certification from the United States Green Building Council (USGBC)
US GMPC
EU ISO22716
ISO Certification
Taiwan Functional Food Factory
Production Dosage Form
Capsule
Tablet
Powder sachet
Monthly Production Capacity
Functional powder sachet - 47 million sachets
3-side seal sachet - 11.6 million sachet
Tablet - 88 million pieces
Special Certifications
BRC British Retail Consortium
HALAL Certification
Shanghai Dietary Supplements Factory
Production Dosage Form
Functional drink
Functional powder
Functional sachet
Functional tablet
Exclusive doubleNUTRI® liposomal technology
Monthly Production Capacity
Functional drink - 30 million bottles
Functional powder sachet - 12 million sachets
Tablets - 110 million
Liquid sachet & jelly- 8 million
Special Certifications
MUI Halal Certification
AI Quality Control
In alignment with our state-of-the-art automated production processes, TCI has made a significant investment in developing the cutting-edge Eagle Eye monitoring system. This advanced technology, featuring high-speed CCD (Charge-Coupled Device) sensors, enables real-time production safety inspections that exceed human visual capabilities. It identifies defects such as abnormal or deformed bottle caps, thread distortions, cracks, impurities, glass fragments, and performs ultrasonic liquid level assessments. The system automatically rejects non-compliant products and operates continuously, inspecting 16.7 bottles per second with an exceptional detection accuracy of 99.9%, ensuring reliable, around-the-clock quality control.
Certifications
Kochi, India Functional Food Factory
Production Dosage Form
Powder sachet
Monthly Production Capacity
2g to 5g powder sachets: 700,000 sachets
Special Certifications
FSSAI
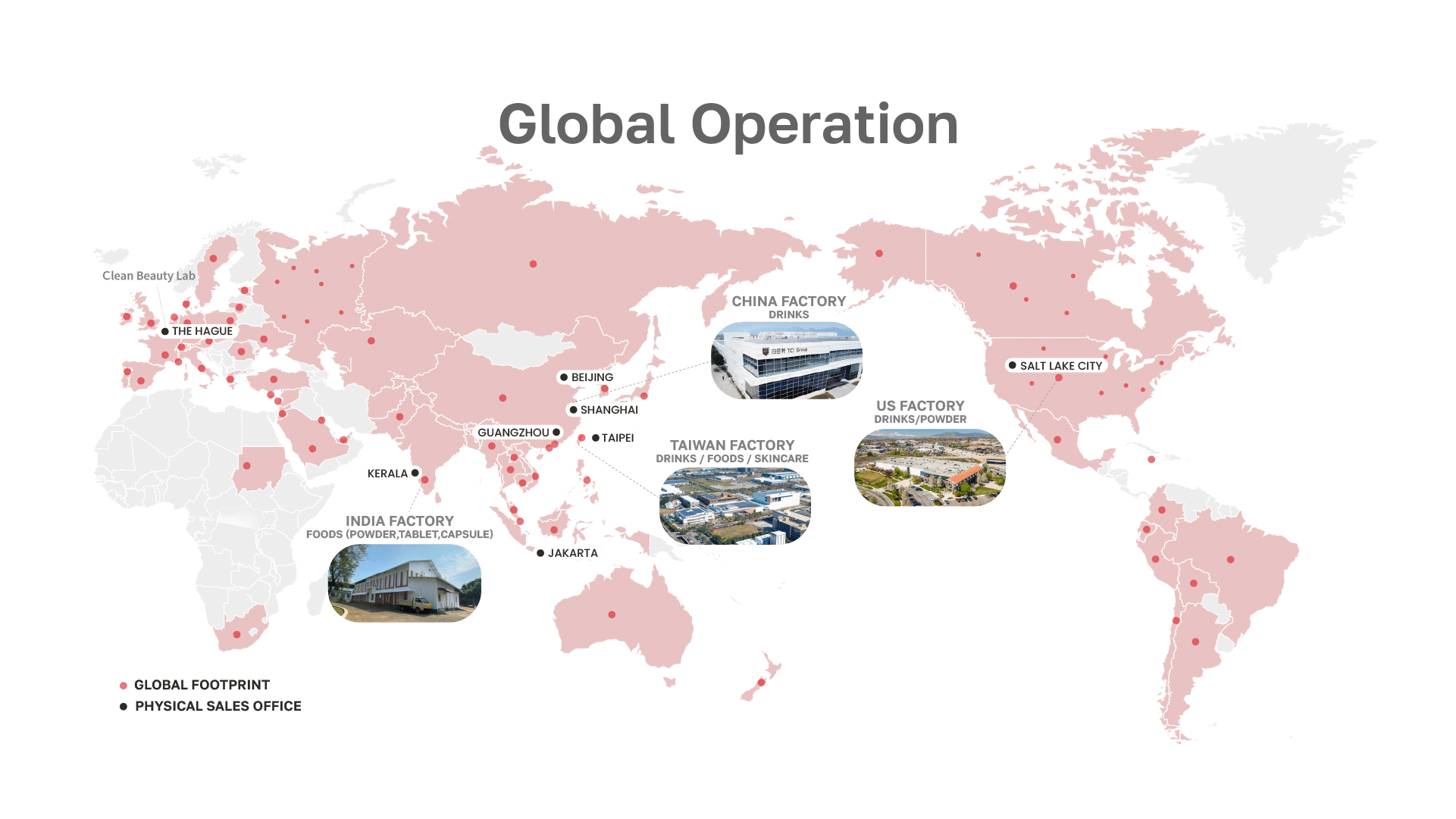
GLOBAL TOTAL SOLUTION
We offer solutions across your product formulation development,
analytical services and supply globally.
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.